在現代制造業中,組裝流水線憑借有效的生產節奏大幅提升產能,但節拍失衡問題卻頻繁出現,導致生產效率降低、產品積壓等一系列問題。深入探究其原因并制定有效解決措施,對保障流水線穩定運行至關重要。
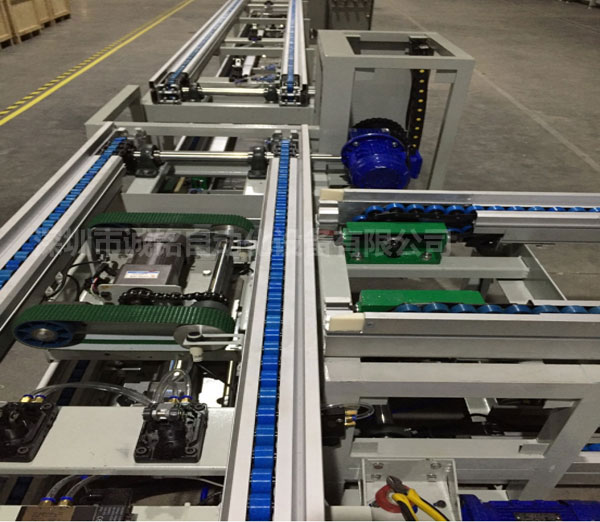
設備故障與性能差異是導致節拍失衡的常見因素。組裝流水線上的機械設備長期運行,傳送帶磨損、電機故障、傳感器失靈等問題時有發生。例如,傳送帶若出現局部磨損或跑偏,會使物料傳輸速度不穩定,打亂原有節拍;而傳感器故障則可能導致信號誤判,使設備啟停異常。此外,流水線各工位設備的性能不一致,如不同工位的擰緊機扭矩精度差異、焊接設備的焊接速度不同,也會造成各工位生產節奏不統一。解決此類問題,需建立完善的設備維護制度,定期對關鍵設備進行巡檢、保養和校準,及時更換磨損部件;同時,在設備選型階段,盡量選用性能穩定、精度一致的設備,減少因設備差異帶來的節拍波動。

工序設計不合理也是引發節拍失衡的重要原因。若工序劃分不科學,各工位的作業量分配不均,就會出現部分工位任務過重、部分工位閑置的情況。比如,在電子產品組裝流水線中,若將復雜的芯片焊接工序與簡單的外殼組裝工序安排在相鄰工位,必然導致焊接工位作業時間長,而外殼組裝工位等待時間長。對此,需運用工業工程中的作業測定和流程分析方法,對各工序的作業時間進行測定,依據工序復雜度和作業量重新調整工位布局與任務分配,使各工位的作業時間盡可能接近,實現流水線的平衡生產。
人員操作因素同樣不可忽視。操作人員的技能水平參差不齊、工作熟練度不足或責任心不強,都可能影響工位作業效率。新員工因不熟悉操作流程,容易出現動作遲緩、操作失誤等問題,導致所在工位節拍延長;而老員工若工作態度懈怠,也會降低工作效率。為解決這一問題,企業應加強員工培訓,針對不同工位制定標準化作業流程(SOP),并對員工進行專項技能培訓與考核,確保員工熟練掌握操作技能。同時,建立合理的績效考核制度,將生產效率與員工績效掛鉤,激勵員工積極投入工作,保證各工位作業效率穩定。
物料供應不及時也會干擾流水線節拍。若物料配送出現延遲、錯料或短缺等情況,會使相關工位因無料可用而停工,打亂整體生產節奏。企業需優化物料管理系統,采用 JIT(準時制)配送模式,根據生產計劃安排物料配送時間與數量;同時,建立物料預警機制,當物料庫存低于閾值時,及時發出預警并啟動補貨流程,確保物料供應的連續性和穩定性。